熱処理HEAT TREATMENT

冷間鍛造に最適化したFC方式で
特許技術「歯精鍛」のポテンシャルを引き出す。
特許技術「歯精鍛」のポテンシャルを引き出す。
歯精鍛ヘリカルギアの持つポテンシャルを最大限に活かすため必要なのは何か。もちろん、それは熱処理技術に他なりません。熱処理品質のロット内・ロット間バラつきを極限まで抑制し、かつ単体内での硬化層深さバラつきを抑えた浸炭焼入れ方法、それが「FC方式KANETA ver.」です。
硬化層バラつきを極限まで減らし、設計以上の耐久性を実現。
金田工業オリジナル技術である歯精鍛ヘリカルギア。その強さの秘訣はファイバーフローだけではありません。冷間鍛造だからこそ得られる表面性状。これを活かし、かつさらなる強度を印加するのは、独自に進化したKANETA ver.のFC方式バッチ型雰囲気浸炭でしかなし得ません。
RX方式とFC方式KANETA ver.の表面性状の違い
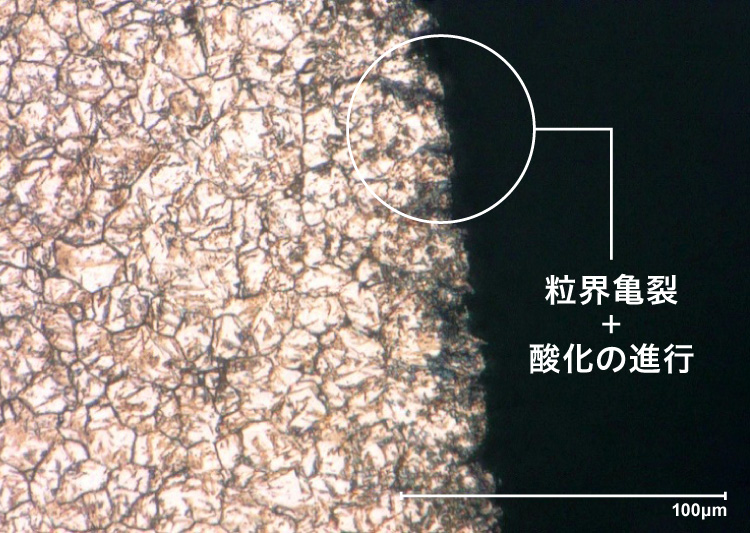
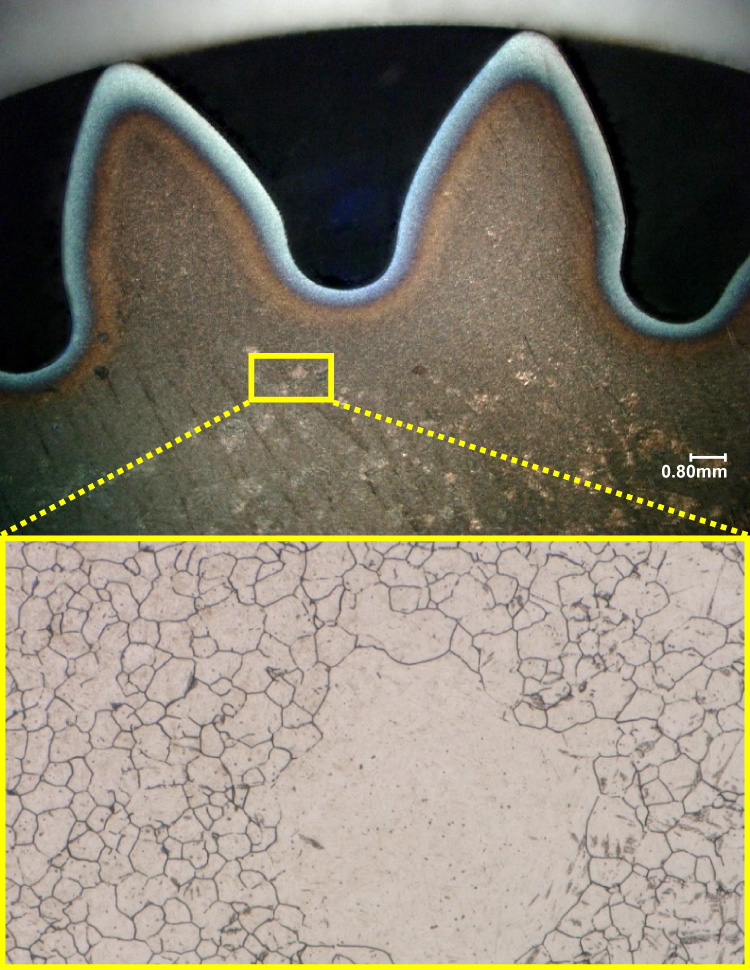
RX方式 ナイタルエッチ
雰囲気ガス浸炭の場合は一般的に表面異常層と呼ばれる酸化被膜が生じます。切削肌の場合は機械加工時のせん断応力によって結晶粒界に亀裂が生じており、積極的な内部酸化が発生してしまいます。
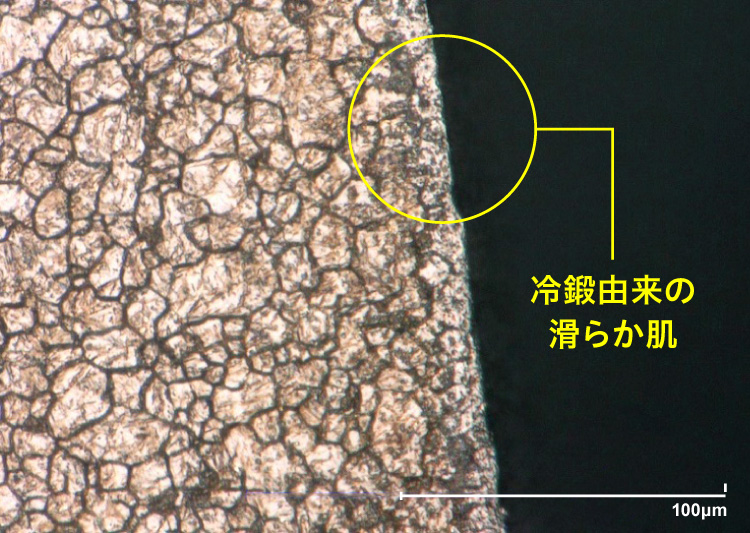
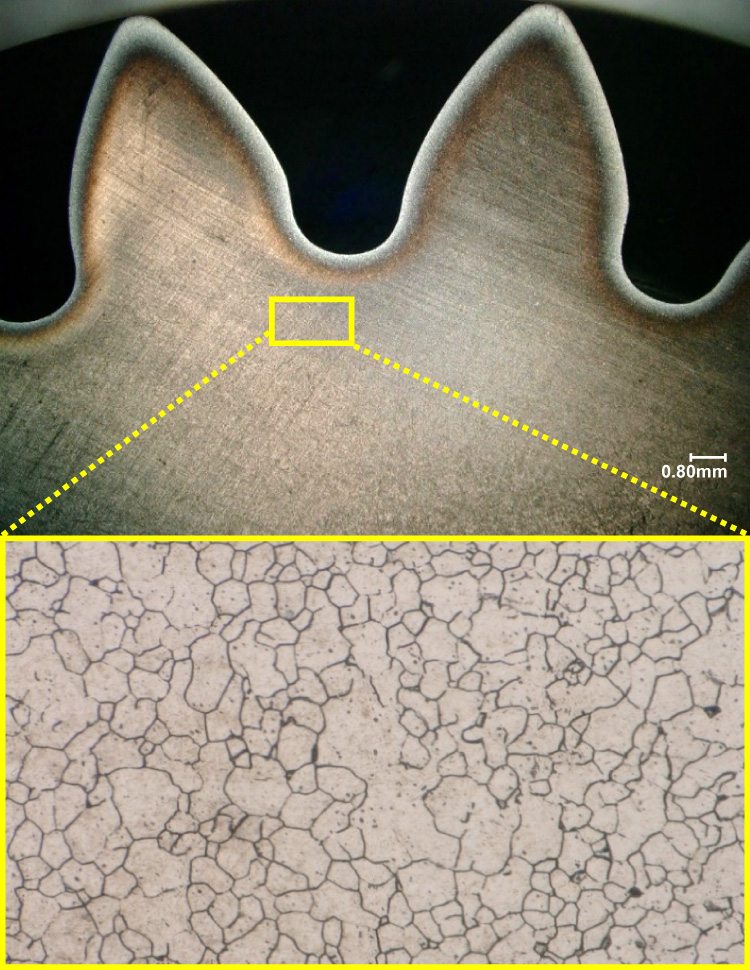
FC方式KANETA ver.ピクラルエッチ
歯精鍛では冷間鍛造にて成型されるため表面の結晶粒が欠損したり粒界での亀裂も生じないことから表面は至って滑らかになっています。歯精鍛強度を最大限に引き出すためには表面の酸化を極限まで抑制し、かつムラなく浸炭する必要があります。
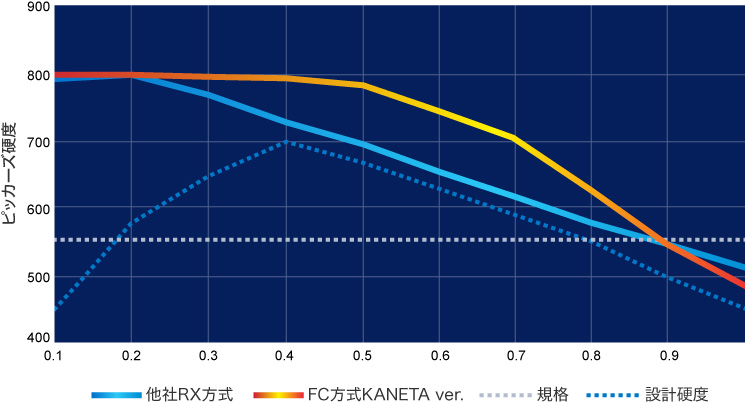
FC方式KANETA ver.と他方式の硬化層深さバラつきの違い
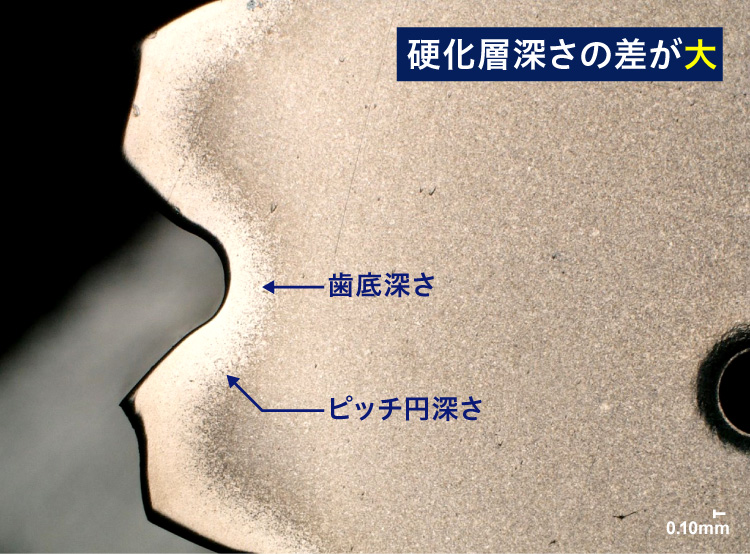
他社RX方式
通常の雰囲気浸炭炉での硬化層深さは、ピッチ円を100とすると歯底の深さで60~70程度となります。つまり歯元の強度が劣化しており、炭素の内部拡散によっては表面硬度も低下します。これは破断しやすい硬度分布といえます。
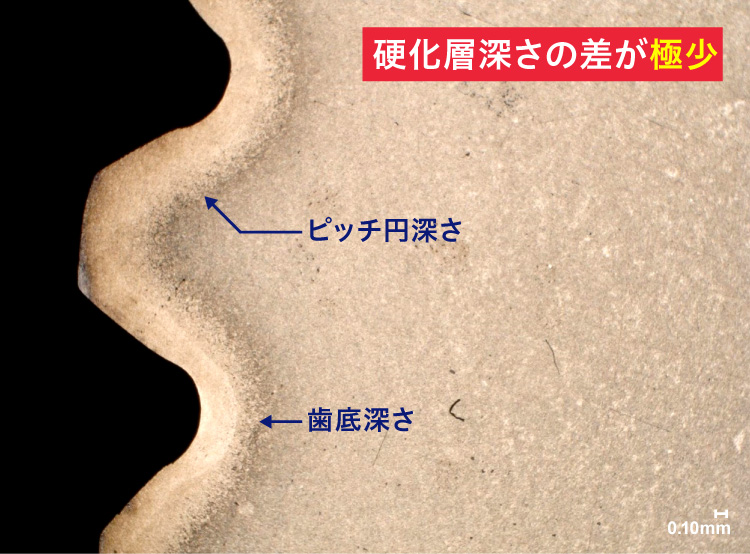
FC方式KANETA ver.
FC方式KANETAver.では、ピッチ円上と歯元の硬化層深さバラつきは極限まで縮小させることが可能です。それによって最表面の硬度を維持し、高硬度の硬度分布が得られるので通常強度設計以上の耐久力が実現できます。
表面のみならず、曲げやねじり、ピッチングにも有効。

他社RX方式 vs FC方式KANETA ver.
上の写真は他社にて耐久試験を行った際に設計由来の応力集中箇所を起点としてねじり破壊された部品です。設計変更なしを条件に弊社に転注いただきましたがFC方式KANETAver.にて難なくクリアしました。その理由は限界硬さ(550Hv)までの硬度勾配にあります。FC方式KANETAver.で得られる硬度分布は強度設計で要求される硬度プロファイルを優に超過するため曲げやねじり、ピッチングにも効果的な浸炭焼入方法となっていることからダウンサイズも視野に入るでしょう。
結晶粒の粗大化を防止し、粗粒化エネルギーを無効化
冷間鍛造は塑性変形だけでなく内部に強力なせん断応力が印加された状態です。単純な浸炭焼入れだけでは処理中に結晶格子は細分化してしまい、過剰なエンタルピーを低下させるために粗粒化が進行します。そしてそこを起点とした粒界折損や粒内折損が生じます。
KANETAではこの課題にエンタルピー理論からアプローチして、結晶粒の粗大化を防止する熱処理方案へ行き着きました。
浸炭焼入れ前に特殊な熱処理を施すことでベクトルを持った粗粒化エネルギーを無効化、そこにFC方式の浸炭焼入れをすることで歯精鍛ヘリカルギアが持つ本来のポテンシャルを余すことなく発揮させます。
浸炭焼入れ前に特殊な熱処理を施すことでベクトルを持った粗粒化エネルギーを無効化、そこにFC方式の浸炭焼入れをすることで歯精鍛ヘリカルギアが持つ本来のポテンシャルを余すことなく発揮させます。